

Fundições de liga de alumínio têm as vantagens de alta eficiência de produção, baixos custos de processamento, fácil automação mecânica no processo de produção, alta precisão dimensional das peças fundidas, boa qualidade de superfície, e boas propriedades mecânicas gerais.
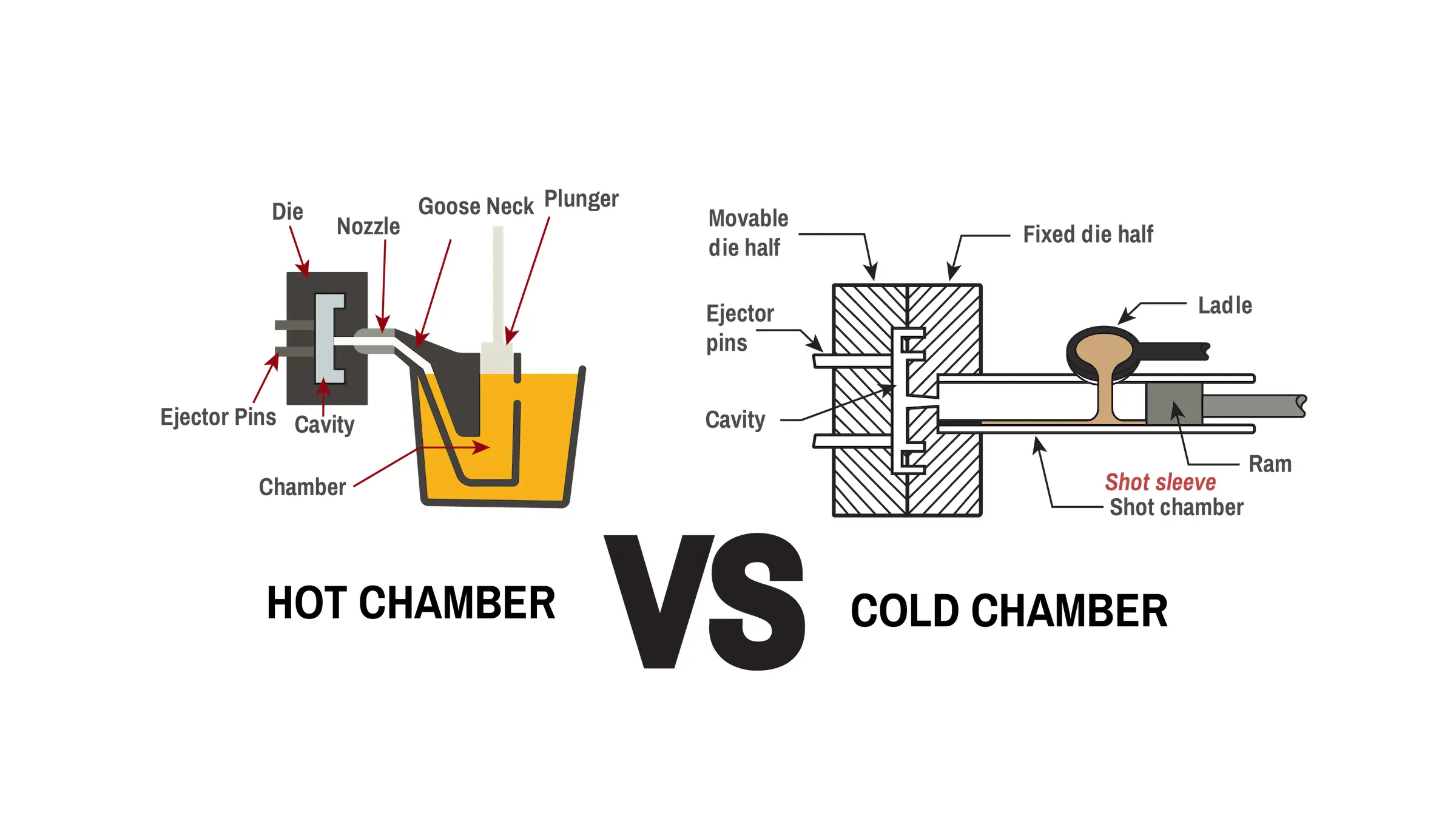
As fundições em liga de alumínio devem ser formadas por moldes e combinadas com máquinas de fundição e ligas de alumínio para uso abrangente. O princípio deProcesso de fundição sob pressãoÉ que o líquido de metal é derramado na cavidade de um molde de metal de precisão em alta velocidade sob alta pressão, e então o líquido de metal é resfriado e solidificado em uma fundição sob pressão. Fundições de matriz de câmara fria e quente são duas formas básicas de processo de fundição. Na fundição de câmara fria, o líquido de metal é derramado na câmara pelo dispositivo de fundição manual ou automática, então o punção de injeção se move para frente e pressiona o metal líquido na cavidade. No processo de fundição da câmara quente, a câmara de pressão é perpendicular ao cadinho, e o metal fundido flui para a câmara de pressão automaticamente através da porta de alimentação na câmara. O punção de injeção se move para baixo para empurrar o metal fundido para dentro da cavidade através do tubo de pescoço de ganso. Depois que o metal fundido é solidificado, o molde de fundição é aberto e a fundição é retirada para completar todo o processo de formação de fundição.
No processo de fabricação de peças fundidas de liga de alumínio, a qualidade de processamento da superfície da cavidade do molde pode ser efetivamente melhorada. E a superfície da cavidade do molde não deve ter marcas de usinagem profundas óbvias para evitar que o molde se quebre devido à concentração de tensão durante o trabalho. Quando o molde é terminado, a superfície da cavidade deve ser efetivamente polida e moída para manter a rugosidade da superfície da cavidade sob 0,8 μm.


 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China