

Durante o processo de enchimento, quando a energia cinética do metal fundido que flui é suficiente para produzir respingos ou quando o metal é acumulado em um fluxo, mas está conectado em uma condição solta, a camada de solidificação limite tem um "efeito de dispersão". O metal neste estado já se solidificou antes de ser coberto pelo fluxo de metal subsequente, formando padrões na superfície da fundição, o que é comum em peças de fundição.
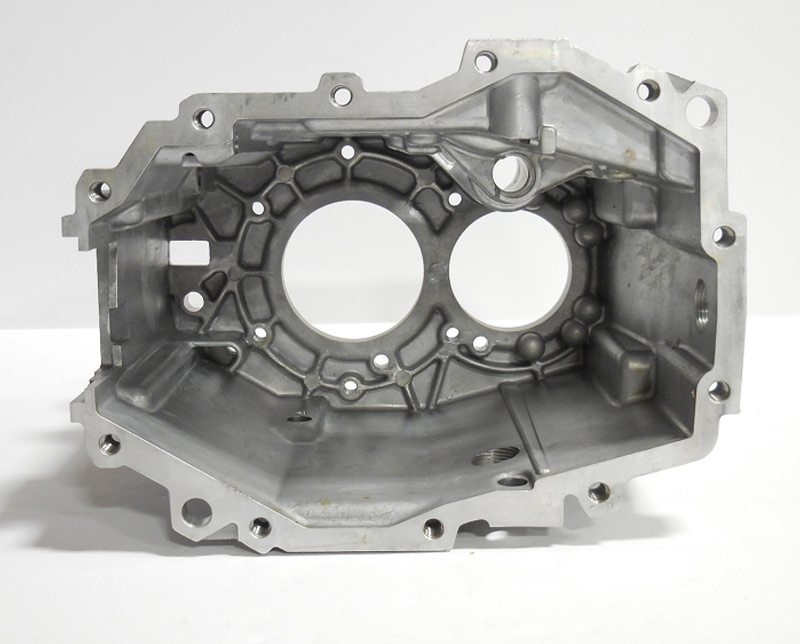
Os padrões em peças fundidas de liga de alumínio são os mais óbvios, especialmente em grandes superfícies. Esses padrões mostram diferentes níveis de reflexão e às vezes são ligeiramente mais escuros do que a cor base. Com base em medições preliminares de fábrica, a profundidade dos padrões é geralmente inferior a 0,2 milímetros e pode ser detectada visualmente com uma profundidade de pelo menos 0,05 milímetros.
Pesquisas químicas, espectroscópicas e metalográficas sobre os padrões revelaram que eles têm a mesma composição química que a própria peça de fundição, mas não são causados por segregação de silício, escória ou poluição. A profundidade dos padrões de oxidação na fundição está apenas entre 0,08 e 0,20 milímetros. Às vezes, os padrões têm limites claros, enquanto em outras ocasiões eles se misturam com a matriz de fundição, tornando impossível ver a zona de transição. A microestrutura dos padrões é basicamente a mesma que a estrutura principal, apenas mais fina. Para ligas de alumínio, a estrutura eutética de alumínio-silício é mais refinada nos padrões, assim como os compostos intermetálicos nos elementos de liga. Os padrões também exibem falta de silício (componentes mais escuros), mas nenhuma diferença química foi identificada. Em padrões mais finos, a distribuição de silício também é diferente e, como o silício é mais escuro que o alumínio, a cor do padrão costuma ser mais escura.
Em conclusão, os padrões na superfície das peças de fundição são um resultado inevitável do processo de enchimento, especialmente na superfície das peças fundidas de liga de alumínio. A estrutura e as propriedades dos padrões geralmente não são afetadas durante o uso de peças de fundição sob pressão, a menos que a parede seja muito fina, caso em que a profundidade dos padrões é limitada. No entanto, eles não devem existir em superfícies com altos requisitos decorativos.
Durante o processo de enchimento, a turbulência violenta envolve o gás no fluxo de metal, causando um efeito de difusão na velocidade do fluxo de metal.
No processo de enchimento, a casca externa da fundição (limites-camada de solidificação) nem sempre é formada ao mesmo tempo (como mencionado na teoria de enchimento), o que leva a um "efeito de dispersão" nas áreas onde a concha ainda não se formou, especialmente em grandes superfícies planas da fundição.
A temperatura do molde das peças de fundição é inferior à temperatura que deve estar em equilíbrio térmico, o que intensifica o "efeito de dispersão" e aumenta a área afetada.
O "efeito de dispersão" causado pelo fluxo de metal que atinge a parede é muito óbvio. Quando o metal fundido espalhado forma gotículas densas após o impacto, ele se torna um padrão chamado "respingos". Esta é a razão pela qual muitas vezes há fortes marcas de respingo na superfície das peças fundidas. A parede voltada para a alimentação interna é a área mais comum para respingos de impacto.
A espessura desigual do revestimento resulta em algumas áreas sendo fortemente misturadas com o metal fundido, fazendo com que o metal seja "separado" e levando a um "efeito de dispersão".
A deposição local de material de revestimento, juntamente com o gás residual que não é completamente volatilizado, é arrastada pelo fluxo de metal fundido, levando a um efeito de difusão no fluxo de metal.
O projeto irracional do sistema de transbordamento e a má ventilação resultam em muito gás na cavidade, o que aumenta o "efeito de dispersão". Com base nas razões para os padrões, sua profundidade parece variar. Portanto, durante a produção, os padrões são frequentemente classificados de acordo com sua profundidade, como padrão, padrão de fluxo, respingos e padrões frios. Padrões frios são o tipo mais profundo de padrão.

 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China