

A indústria de manufatura exige componentes mecânicos cada vez mais leves e de alto desempenho, levando a um aumento no uso de estruturas semelhantes a placas de paredes finas. No entanto, esses projetos apresentam desafios significativos durante a fabricação. As operações de fundição e usinagem podem introduzir deformações significativas devido a fatores como tensões residuais e fixação inadequada. Isso pode resultar em imprecisões dimensionais, redução da vida de fadiga e desempenho comprometido. Este artigo se concentra em uma placa intermediária automotiva como um estudo de caso para explorar estratégias eficazes para minimizar a deformação em peças fundidas de paredes finas.
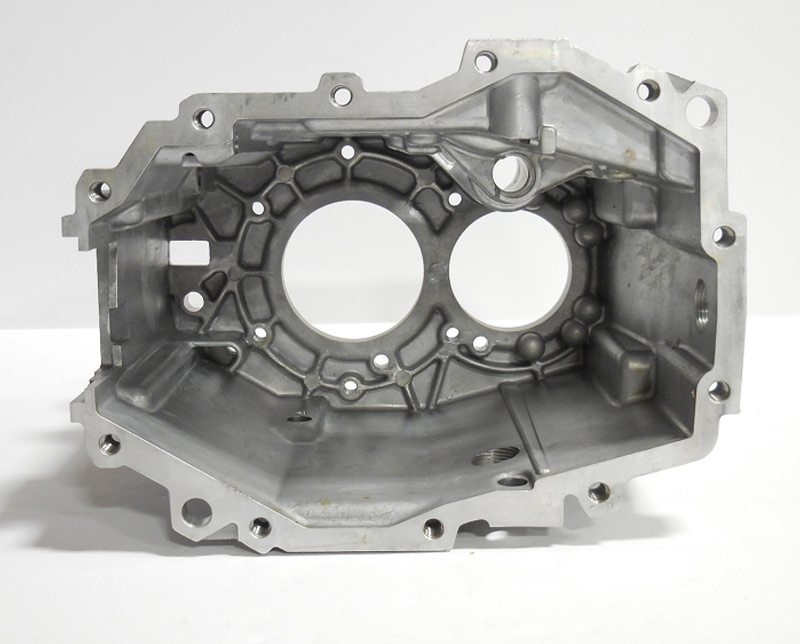
A placa do meio é uma parte fundamental usada para fixar os motores em ambos os lados em uma determinada caixa de engrenagens do automóvel. Ele pesa cerca de 1,2 kg e é feito de liga de alumínio fundido ADC12. A aparência é mostrada na Figura 1. É uma peça típica em forma de placa de parede fina, em forma de disco, com um tamanho externo de cerca de φ 340mm. A espessura da parede da parte de conexão do meio é de 5mm. Para tornar o design leve, uma grande área é escavada, o que reduz muito a rigidez da peça e aumenta a dificuldade de sua fundição e processamento.



1. Pressione a cabeça 2. Eixo U tailstock 3. Tailstock L placa 4. Placa inferior do dispositivo elétrico 5. Pino de diamante 6. Suporte flutuante 7. Suporte fixo 8. Coluna guia de pré-posicionamento 9. Pino redondo
Devido à baixa rigidez da placa do meio, um pequeno torque de fixação também pode produzir um efeito de alavanca, causando deformação local da peça de trabalho, rebote após o processamento e reduza a precisão do processamento. Portanto, o ponto de fixação e o ponto de suporte de tais peças devem ser ajustados ponto a ponto, e o braço de força de fixação deve ser 0 o máximo possível. A sequência de ação é: colocar a peça de trabalho no lugar → prender o suporte fixo → flutuar o suporte flutuante → prender o ponto de fixação do suporte flutuante.

Figura 4 diagrama de flutuação do deslocamento da coordenada do eixo Y do furo Z3-2

Figura 5 Deslocamento térmico do eixo X/Y do centro de usinagem vertical

 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China