

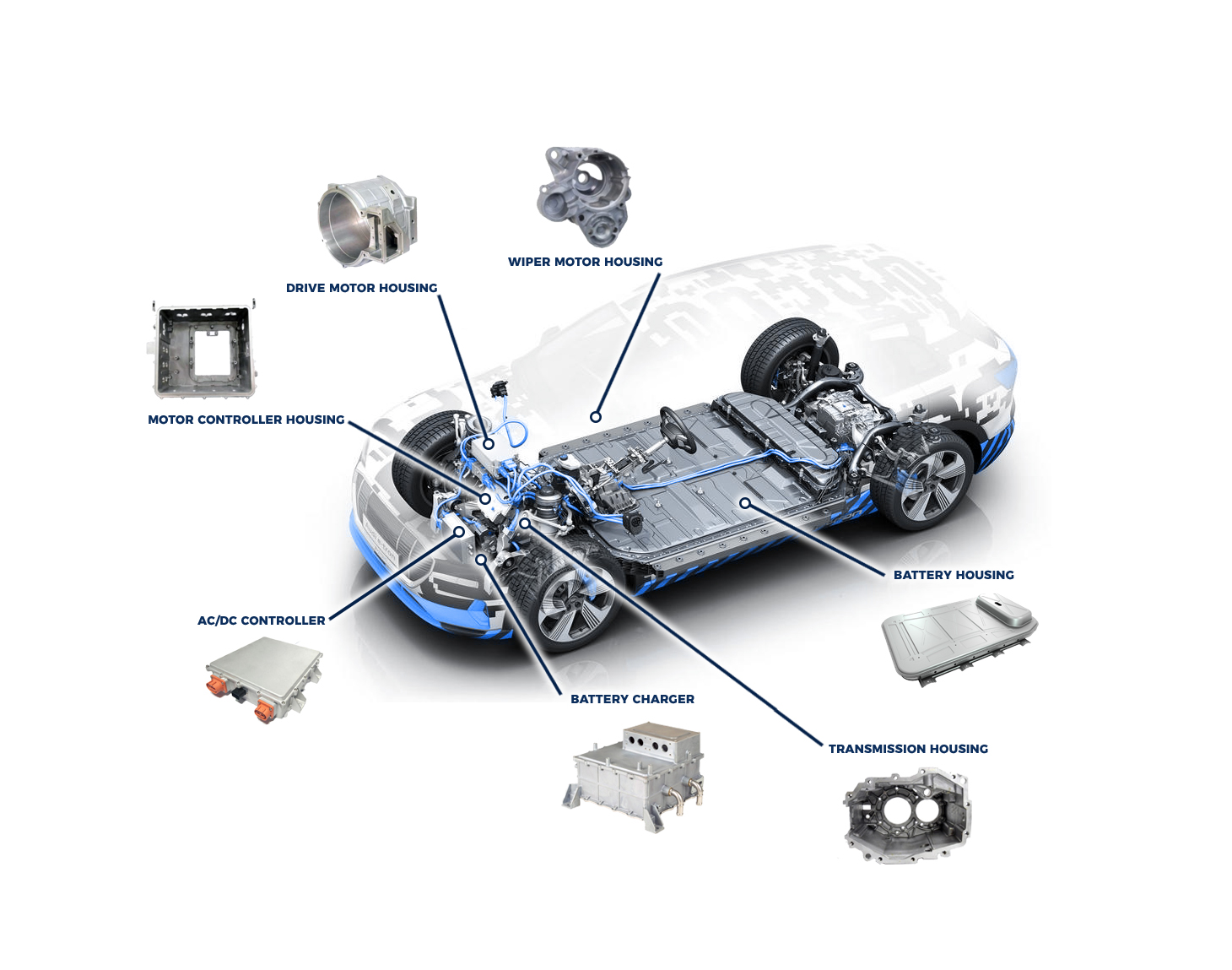
Os pontos difíceis nas peças fundidas são uma falha de fundição que as fábricas de fundição de alumínio encontram durante o processamento. A fundição tem pequenas manchas que são mais duras do que a matriz de metal, que podem ser oxidadas e dopadas ou inclusões de escória. Portanto, os pontos difíceis causarão desgaste severo da ferramenta e aumentarão a dificuldade de processamento.
Após o processamento, mais pontos difíceis de brilho diferente aparecerão noFundição de liga de alumínio...
Causas:
1. misturado com óxidos na superfície do líquido da liga.
2. a liga de alumínio é derramada sobre a placa de líquido.
3. o produto de reação de líquido de liga e agente de liberação de molde é misturado.
4. misturado com a mistura de líquido de liga e materiais refratários.
5. produzir compostos compatíveis como alumínio, manganês, ferro, silício.
6. o silício é livre, ou a quantidade de Si na liga excede 11,6%, e o teor de Cu e Fe também é alto.
Precauções:
1. Não coloque o óxido na superfície do líquido da liga na colher.
2. depois de remover os óxidos na superfície do cadinho de ferro, pinte novamente.
3. remover óxidos em colheres e outras ferramentas.
4. Use tinta que não reaja quimicamente com o alumínio.
5. use materiais refratários e argamassa que não reajam com ligas de alumínio, como materiais de óxido de alumínio.
6. substitua regularmente o material de revestimento do forno.
7. Quando a liga de alumínio contém Mn, Fe, Si e outros elementos, a segregação deve prevenir.
8. use um agente de desgaseificação a seco para desgaseificar, mas o teor de magnésio na liga de alumínio deve compensar.
9. quando a liga de alumínio contém uma grande quantidade de Cu, Fe, a fração de massa de Si deve reduzir para menos de 10,5%.
10. Aumente adequadamente a temperatura de vazamento para evitar a precipitação de Si.
11. Fortalecer a gestão e evitar estritamente que assuntos estrangeiros ou outros materiais existam misturados aos retornos de fundição.
12 Não cole óleo, areia, poeira na carga.
13. Limpe a ferrugem e o óxido no cadinho e nas ferramentas de fusão.
1. é mistura com materiais cristalinos que produzem compostos intermetálicos.
2. misturado com material de silício não dissolvido.
3. misturado com matérias-primas que promovem o crescimento de cristais de silício primário.
Precauções:
1. não use pó de elemento de silício para liga de alumínio-silício.
2. Ao ajustar a composição da liga, não adicione diretamente Si, mas use uma liga intermediária.
3. a temperatura de fundição deve ser alta, e o tempo deve fazer o Si se dissolver completamente.
4. reduza a faixa de flutuação da temperatura de fundição e mantenha-a em um estado fundido.
5. Ao adicionar material frio, evite que o lingote de liga solidifique o líquido da liga.
6. minimize os ingredientes que promovem o crescimento fácil do silício de cristal primário.
7. reduza a faixa de flutuação de temperatura e não tome a temperatura do líquido da liga muito alta ou muito baixa.
8. controle o conteúdo de impurezas em componentes de liga.
9. Os materiais que podem produzir compostos intermetálicos devem ser fundidos em altas temperaturas. Para evitar o aumento de impurezas, eles devem adicionar em pequenas quantidades.
10. depois que o líquido da liga adicionar à câmara de pressão, ele deve ser injetado e preenchido imediatamente.
11. Tente não conter Ca, Mg, Na e outros componentes de liga que possam causar efeitos de resfriamento rápido. A fração de massa de Ca deve controlar abaixo de 0,05%.
O acima é a análise dos pontos rígidos das peças de fundição sob pressão pela fábrica de fundição de alumínio. Nós respeitamos estritamente os requisitos para a produção de peças fundidas de liga de alumínio para garantir a qualidade das fundições de morrer.

 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China